
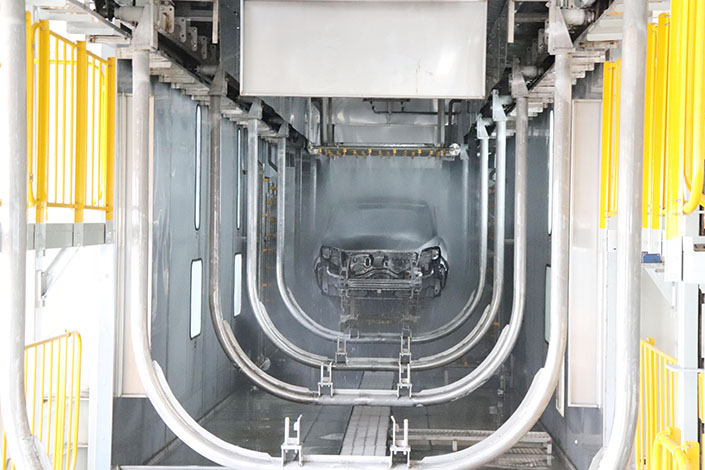
Виробнича лінія попередньої обробки розпилення

Попередня обробка покриття включає знежирення (знежирення), видалення іржі, фосфатування трьох частин.Фосфатування є центральною ланкою, знежирення та видалення іржі є підготовчим процесом перед фосфатуванням, тому у виробничій практиці ми повинні не лише зосереджуватись на фосфатуванні, а й відштовхуватися від вимог якості фосфатування, робити хорошу роботу на додаток до видалення масла та іржі, особливо зверніть увагу на взаємовплив між ними.
Знежирення знежирення
З розвитком промисловості охорона навколишнього середовища та покращення умов праці стали загальною турботою людей.Тому при виборі засобів слід враховувати потребу в охороні навколишнього середовища.Тому вибір засобу для видалення олії вимагає простої підготовки, здатність до розмішування сильна, не містить гідроксиду натрію, силікату, емульгатора OP та інших компонентів, які важко очищаються при кімнатній температурі, легко миються при кімнатній температурі, не містить токсичних речовин. речовин, не виділяють шкідливих газів, хороші умови праці.Вибір засобу для видалення іржі вимагає включення промоторів, інгібіторів корозії та інгібіторів, що може покращити швидкість видалення іржі, запобігти надмірній корозії та водневому окрихлості заготовки, може краще пригнічувати кислотний туман.Особливо гідний інгібування кислотного туману, що виникає в процесі травлення кислотного туману, корозії обладнання та рослин, не тільки забруднює навколишнє середовище, а також може викликати карієс, почервоніння кон'юнктиви, сльози, біль, сухість у горлі, кашель та інші симптоми , так ефективно пригнічують кислотний туман, не тільки для необхідності охорони навколишнього середовища, або заради здоров'я до потреб працівника.



Миття водою
Миття після видалення масла і іржі, хоча і відноситься до допоміжного процесу перед фарбуванням, йому також потрібно приділити достатньо уваги.Після видалення масла та іржі поверхню заготовки легко приклеювати деякими неіонними поверхнево-активними речовинами та CL-.Якщо ці залишкові речовини не очистити ретельно, вони можуть спричинити витончення плівки фосфатування, лінійні дефекти і навіть фосфатування.Тому, щоб покращити якість промивання водою після видалення масла та іржі, необхідно пройти багаторазове полоскання, два полоскання, час 1-2 хв, і часто замінювати воду, щоб значення PH води було між 5-7 .
Фосфатування
Так зване фосфатування відноситься до металевої заготовки після обробки розчином кислоти дигідрофосфату, хімічної реакції і на її поверхні для утворення шару стабільної нерозчинної фосфатної плівки, плівка називається фосфатуванням.Основне призначення фосфатувальної плівки - підвищення адгезії покриття і підвищення корозійної стійкості покриття.Існує багато методів фосфатування, за температурою фосфатування їх можна розділити на високотемпературне фосфатування (90-98℃), середньотемпературне фосфатування (60-75℃), низькотемпературне фосфатування (35-55℃) і нормальної температури. фосфатування.
Пасивація
Технологія пасивування фосфатної плівки широко використовується в Північній Америці та країнах Європи.Технологія пасивування заснована на характеристиках самої фосфатувальної плівки.Плівка фосфатування тонка, як правило, 1-4G/m2, максимальна не більше 10g/m2, вільна площа пор велика, а корозійна стійкість самої плівки обмежена.Деякі навіть у процесі сушіння на швидкій жовтій іржі, після фосфатування закритої пасивної обробки, можуть бути фосфатовані пори плівки, піддані окисненню металу, або утворення пасиваційного шару, фосфатна плівка може грати наповнення, окислення, зробити фосфатну плівку стабільною в атмосфера.
Висихання фосфатної плівки
Висушування фосфатуючої плівки може грати дві ролі: з одного боку, це підготовка до наступного процесу видалення води з поверхні фосфатуючої плівки, з іншого боку, це подальше підвищення корозійної стійкості плівки. після покриття.
Для створення лінії попередньої обробки покриття необхідно завершити проектування процесу перед проектуванням, виготовленням та монтажем нестандартного обладнання.Тому проектування процесу є основою виробничої лінії, а правильний і розумний маршрут матиме хороший вплив на виробничу операцію та якість продукції.
Використовується для всіх видів фарбування заготовок, інші моделі можна налаштувати.
Супутні товари
-

Лінія з виробництва електрофорезу в кабіні автомобіля
Електрофоретичне фарбування зазвичай включає чотири одночасних процеси 1. Електрофорез: під дією електричного поля постійного струму позитивно та негативно заряджені колоїдні частинки переміщуються в негативний, позитивний напрямок, також відомий як плавання.2. Електроліз: реакція окислення-відновлення здійснюється на електроді, але явище окислення та відновлення утворюється на ...
